×
×
Jeśli prowadzisz zakład cynkowania, firmę zajmującą się montażem śrubowych pali gruntowych lub fabrykę rur i planujesz rozszerzyć swoją działalność o produkcję śrubowych pali gruntowych, ale nie wiesz, od czego zacząć, ten artykuł szczegółowo przeprowadzi Cię przez cały proces produkcyjny.
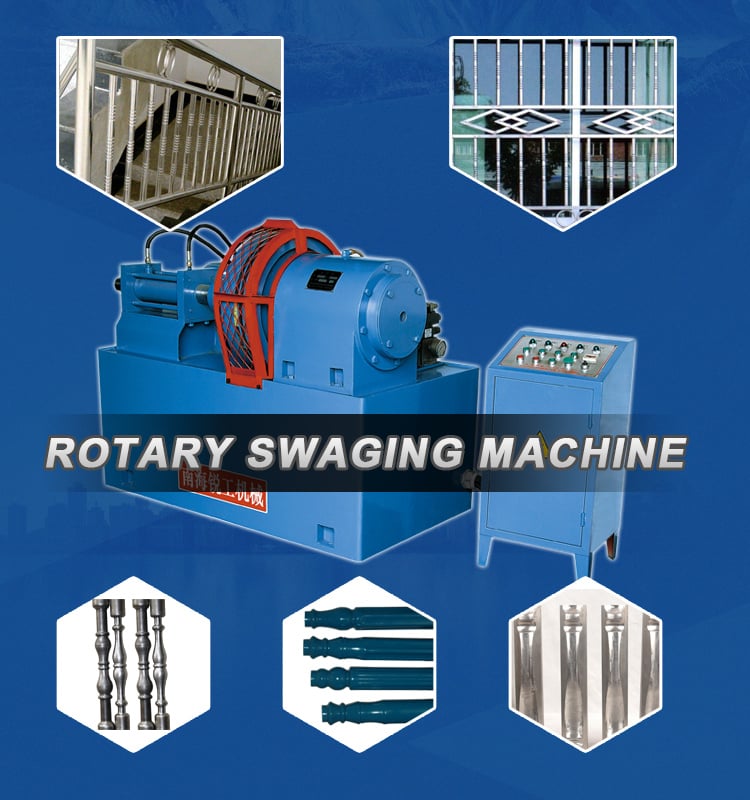
Poniższy obraz przedstawia pełny proces, od cięcia do pakowania gotowych wyrobów:

1. Cięcie: Zazwyczaj należy zakupić surowe rury stalowe spełniające wymagania dotyczące produkcji od producentów rur. Najczęściej stosowane średnice śrubowych pali gruntowych to 89 mm, 114 mm oraz 140 mm. Wykonywane są one ze stali Q235B o grubości ścianki 3 mm. Rzeczywiste specyfikacje zależą jednak od rysunków i wymagań klientów. Gdy rury będą gotowe, należy je przeciąć na wymagane długości za pomocą maszyny do cięcia rur. Można wybrać tradycyjne cięcie piłą tarczową (niska wydajność) lub cięcie laserowe (idealne dla masowej produkcji).
2. Nagrzewanie: Przed procesem stożkowania należy nagrzać rurę, aby ułatwić jej stożkowanie; zazwyczaj wymagana jest maszyna do indukcyjnego nagrzewania.
3. Stożkowanie / Wskazywanie: Po nagrzaniu rur należy użyć maszyny do stożkowania w celu stożkowania końców rur; w tym procesie można wybrać zasilanie ręczne / półautomatyczne / w pełni automatyczne.
4. Wiercenie: Po zakończeniu stożkowania należy wykonać otwór w końcu rur, aby zapobiec wyciekowi cynku.
Jako zaawansowany producent śrub gruntowych nasza automatyczna maszyna do wskazywania śrub gruntowych łączy w jednej maszynie procesy 2, 3 i 4, co znacznie zwiększa szybkość produkcji.
5. Spawanie kołnierzy: Po zakończeniu procesów 1, 2, 3 i 4 należy przyspawać kołnierz do końca rur. Do czego służy kołnierz? Kołnierz przyspawany do śrub gruntowych łączy śrubę z górną konstrukcją nośną. Upraszcza to montaż i zapewnia solidne, stabilne połączenie.
6. Spawanie łopat spiralnych: Umieść taśmę stalową na maszynie spawalniczej i zamocuj ją, wykonaj spawanie punktowe w celu połączenia taśmy z rurami, a następnie maszyna rozpocznie obrót i spawanie.
Dzięki naszej maszynie spawalniczej etapy 5 i 6 można wykonać na jednej maszynie.
7. Gorące ocynkowanie metody zanurzeniowej: Po pełnym przetworzeniu śrub kotwiących do gruntów są one przekazywane do profesjonalnego zakładu galwanizacyjnego w celu ocynkowania. Grubość powłoki cynkowej zależy od różnych warunków eksploatacji oraz rodzaju gleby.
8. Kontrola jakości i pakowanie: Po kontroli przy użyciu profesjonalnego sprzętu oraz po pomyślnym przejściu wszystkich testów ocynkowane śruby kotwiące do gruntów są pakowane i dostarczane.
 Gorące wiadomości
Gorące wiadomości2026-07-13
2026-06-29
2026-06-15
2026-06-14
2026-06-08
2026-06-22
RUNGOAL Machinery specjalizuje się w dostosowanych rozwiązaniach formowania rur metalowych do mebli, słupów oświetleniowych, pali gruntowych i rur dekoracyjnych. Dzięki 18-letniemu doświadczeniu dostarczamy klientom na całym świecie maszyny o wysokiej wydajności. Odkryj naszą zaawansowaną technologię CNC i kompleksowe wsparcie od konsultacji po serwis posprzedażowy.
Nr 101, Budynek 1, Rejon 2, Wanyang Zhongchuangcheng, Nr 12 Przemysłowa Aleja, Park Przemysłowy Fuxi, Dasha Town, Miasto Sihui, prowincja Guangdong, Chiny.
Prawa autorskie © Guangdong Rungoal Machinery Equipment Co., Ltd Polityka prywatności